
News
Le « Friction Stir Welding » ou Soudage par Friction-Malaxage
La plupart des procédés de soudage ne sont accessibles qu’à des matériaux dits soudables et nécessitent d’atteindre la température de fusion des matériaux à souder. Pour atteindre les hautes températures nécessaires à la fusion, les sources de chaleur sont fortement énergivores et associées au type de procédé comme le soudage au gaz, le soudage à l'arc électrique, le soudage par faisceau d’électrons, le soudage par laser…
L’utilisation de ces sources énergétiques conduit à la présence de contraintes internes élevées au droit et proche de la soudure et éventuellement peut conduire à la réalisation de traitements thermiques pour réduire les conséquences de ces contraintes et homogénéiser la structure métallurgique.
Ces spécificités expliquent l’évolution constante et nouvelle des procédés de soudage comme le soudage Friction Stir Welding (FSW) breveté au début des années 90 par The Welding Institute (TWI, Royaume Uni).
Le soudage FSW, qui peut se traduire par « friction-malaxage », est une technologie prometteuse pour l'assemblage de pièces d'aluminium puisqu'elle permet d’assembler des alliages d'aluminium à haute résistance, sans passer par la fusion (alliages d’aluminium des séries 2000, 6000 et 7000 par exemple) et sans apport de matière. Ce procédé est également utilisé et très apprécié pour l’assemblage de matériaux dissemblables. Ce procédé d’assemblage, qui est arrivé à maturité depuis quelques années, présente un intérêt certain car une fois les paramètres de soudage fixés, la répétabilité est excellente. De plus il permet une grande souplesse d’utilisation et très peu de risques puisque ce type de soudage ne nécessite pas de gaz de protection.
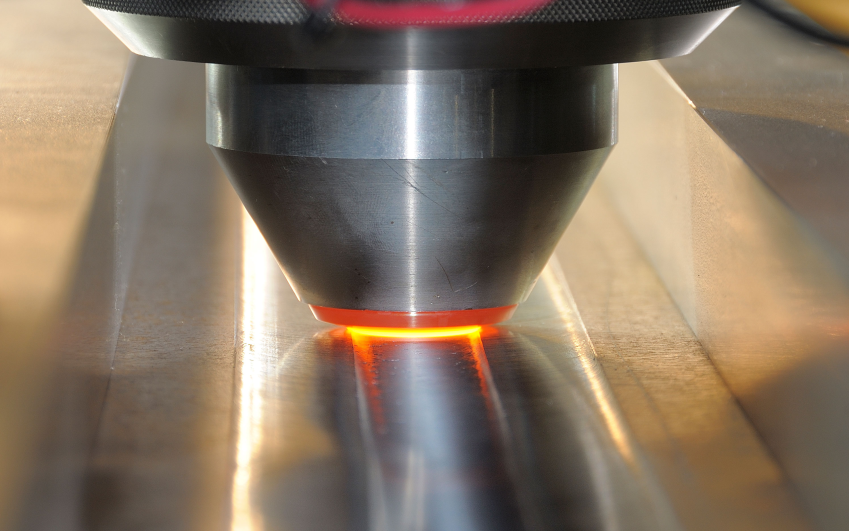
Le principe du soudage consiste à assembler deux tôles qui sont bridées soit bord à bord, soit par recouvrement. L’outil est composé d’un épaulement et d’un pion qui est mis en rotation par une broche hydraulique ou électrique. La vitesse de rotation de l’outil est comprise entre 400 et 1200 tr/min afin de plonger verticalement dans la matière. Après une phase de stabilisation de la température, l’outil se déplace le long des deux plaques à une vitesse constante comprise entre 100mm/min et 500mm/min. A la fin du cordon, l’outil remonte verticalement et termine ainsi la soudure (figure 1). A la fin de la phase de pénétration et lors du déplacement, un effort piloté (de 10kN à 20kN) est appliqué sur l’épaulement de l’outil, la chaleur produite, suite au frottement, radoucit le matériau afin de le rendre pâteux. Ce soudage est donc réalisé à l’état solide sans fusion (figure 2). Ce nouveau procédé présente d’autres avantages : procédé « vert » (il ne nécessite ni décapage avant soudure ni de gaz), n’entraîne aucune fumée ni de bruit pendant l’opération de soudure et donne un niveau de contrainte installée réduit.
[[{"fid":"1821","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":250,"width":259,"class":"media-element file-default"}}]] [[{"fid":"1822","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":160,"width":239,"class":"media-element file-default"}}]]
Figure 1 : Principe du soudage FSW
[[{"fid":"1823","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":258,"width":350,"class":"media-element file-default"}}]]
Figure 2 : Soudage bout à bout de deux tôles en alliage d’aluminium 2024T3 de 1,6 mm d’épaisseur
Dans le monde de l’industrie, ce procédé est surtout utilisé dans le transport, principalement dans l’industrie navale et ferroviaire (par exemple pour la fabrication des trains à grande vitesse japonais). L’industrie du transport spatial s’intéresse également à cette technologie afin de remplacer les procédés de soudage plus usuels pour la fabrication de réservoirs cryogéniques (figure 3). Enfin l’industrie aéronautique cherche également à déployer cette technologie sur les futurs aéronefs dans un objectif de gain de masse et de coût de production en vue de remplacer les assemblages par fixations (figure 4).
[[{"fid":"1824","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":194,"width":259,"class":"media-element file-default"}}]]
Figure 3 : Soudage d’un réservoir cryogénique (NASA)
[[{"fid":"1825","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":326,"width":400,"class":"media-element file-default"}}]]
Figure 4 : Exemple d’un panneau de fuselage où les lisses sont soudées.
Outre l’application aux alliages d’aluminium, iI est aujourd’hui possible d’appliquer le FSW aux alliages de titane, de cuivre, de nickel et de magnésium et aux thermoplastiques. Le grand défi actuellement est son application aux aciers et aciers inoxydables. Le point dur concerne la résistance mécanique du pion et sa durabilité.
Concernant les moyens de soudage du procédé FSW, on trouve soit des machines portiques rigides pour des épaisseurs supérieures à 5 mm, soit des robots polyarticulés pour les épaisseurs inférieures à 5 mm. Cette limite est une contrainte qui peut évoluer selon la rigidité du moyen FSW (figure 5).
[[{"fid":"1826","view_mode":"default","fields":{"format":"default","field_file_image_alt_text[und][0][value]":"","field_file_image_title_text[und][0][value]":""},"type":"media","link_text":null,"attributes":{"height":320,"width":400,"style":"line-height: 1.538em;","class":"media-element file-default"}}]]
Figure 5 : Exemple





Aucun commentaire
Vous devez être connecté pour laisser un commentaire. Connectez-vous.